How to enable smart manufacturing with AI-powered insights

Manufacturers have been battling macroeconomic and business challenges for several years, including geopolitical developments, volatile demand, rising material and production costs, supply chain delays, and talent shortages. In the US, manufacturing activity contracted throughout 2025 due to uncertainty over trade policy. Companies globally are facing similar issues.
Generative and non-generative forms of AI offer capabilities to manufacturers that may help them cope with these challenges. Non-generative AI, also known as predictive analytics, provides the ability to forecast events, risks, and resource needs at every stage of the supply chain. Concrete examples include predictive maintenance, demand forecasting, and predicting supply shocks and customer behaviors. Generative AI, with its natural language interface and ability to retrieve and synthesize huge volumes of unstructured data, can accelerate design and communication tasks of all kinds, from rapid prototyping and ideation to summarizing documentation to producing marketing and sales collateral.
As manufacturers seek to increase business stability and predictability, many are focusing on optimizing operations to reduce costs and waste. Manufacturing leaders need a unified view of operations across their network of plants and the ability to integrate market and operational data to align production with demand. Many also face equipment issues that create unplanned downtime, harming throughput and product quality.
Although manufacturers use a wealth of diverse data sources and types, many still struggle with technology and organizational silos that impede their ability to integrate data and create actionable insights. This prevents manufacturers from taking essential steps such as integrating IT and operational technology (OT), increasing automation, and building predictive and prescriptive insights based on batch and streaming data.
Manufacturers still grapple with fundamental data issues
According to a Manufacturing Leadership Council report, data is everywhere but may not be fully leveraged by leaders and teams for decision-making. Key findings show that:
- Data volumes are expected to grow 500% by 2030
- 70% of manufacturers still enter data manually
- Just 25% have formal data quality plans
- Spreadsheets remain the go-to for analysis over advanced dashboards
- 53% cite coordinating data across systems as the top challenge
- By 2030, two-thirds aim to optimize processes, up from one-third today
- Only one-third plan to expand automation by 2030, up from 15% today
These challenges are solvable and reflect logistical difficulty more than technological limitations. Manufacturers have an opportunity to move much faster to drive business value with data, analytics, and AI by partnering with Tredence and Fivetran.
Tredence provides a unified data architecture and model, a migrate-to-modernize framework, AI-powered capabilities, and multiple layers of OT security to develop smart manufacturing solutions across hyperscalers (AWS, Azure, and GCP) as well as unified data and AI cloud platforms such as Databricks and Snowflake. Fivetran complements this with scalable data ingestion that meets rigorous business and compliance standards. With automated, reliable, and secure pipelines, Fivetran moves data from more than 700 sources — including SaaS applications, databases, ERP systems, and files — into data warehouses, data lakes, and beyond.
Data challenges hamper manufacturers’ business transformation
With fundamental data issues, it’s not surprising that manufacturers are struggling to transform critical processes and capture value from artificial intelligence (AI) and machine learning (ML). Here’s how they’re addressing these challenges.
Building a supply chain command center to optimize processes continuously
After taming data and technology challenges, many manufacturers will move on to building a supply chain command center. A supply chain command center is a centralized hub combining connected equipment, advanced analytics, decision intelligence, automation, and business processes while integrating partners. With supply chain command centers, manufacturers can optimize supply chains in real time through automated workflows and data-driven decision support.
It provides enterprise teams with all the capabilities to monitor, analyze, and optimize an enterprise’s end-to-end supply chain operations. It differs from dashboards, which provide insights into specific domains, and control towers, which offer visibility into — and control over — specific functions. Both dashboards and control towers provide limited gains but also entrench data and business silos.
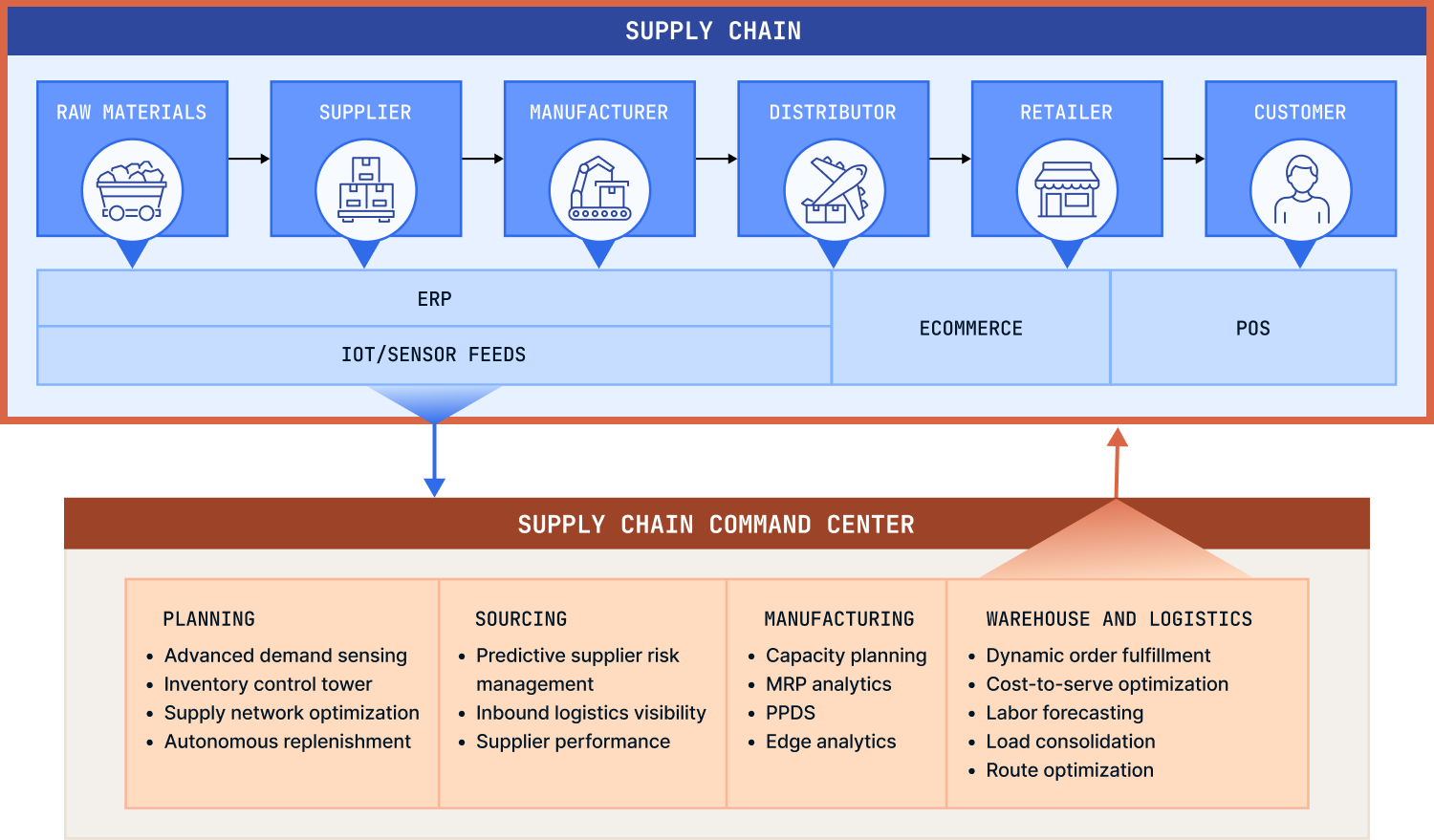
Supply chain command centers also provide cognitive capabilities. That means they never stop learning, continually improving decision-making, and optimizing processes. Below is a simple illustration of how a supply chain for a manufacturer of nuts and bolts might interact with a supply chain center. Data from a variety of sources — ERPs, IoT, ecommerce, and point-of-sale products — is incorporated into a central platform, analyzed, and used to adjust the manufacturer’s interactions with the supply chain.
The benefits of deploying a supply chain command center include:
- Increasing visibility into end-to-end performance: Your team can see and model supply chain processes across the entire value chain, responding to changes and challenges with customer demand, raw material availability, production capabilities, order fulfillment, warehousing capability, distribution, transportation processes, and product stocking and reordering. You can also evaluate how supply chain issues impact key performance indicators (KPIs) for supply chain health, such as cash-to-cash cycles, product development costs, inventory management, stock-keeping unit (SKU) costs, and operating profit margins.
- Proactively anticipate supply chain disruptions: Command centers provide alerts on external factors that can harm supply chain processes, such as weather, geopolitical issues, regulatory bans, supplier quality issues, and port logistics challenges. You can use this data to develop mitigation strategies and assess their relative benefits and costs.
- Model and optimize supply chain strategies: A supply chain command center allows you to model different scenarios to assess impacts on key performance indicators (KPIs) such as on-time, in-full (OTIF), fill rates, revenue at risk, dispatch rates, inventory on hand, and outsourcing costs. Using prescriptive optimization engines powered by AI and ML, you can evaluate tradeoffs across competing objectives, identify the best course of action, and automate routine decisions. This removes guesswork from decision-making, increases operational efficiency, and frees your team to focus on high-value exceptions that require deeper analysis.
- Optimize end-to-end processes with automation and self-healing: Command centers enable you to manage your supply chain outside-in, continually assessing the
impact of market factors on your business. By anticipating and mitigating disruptions, you can increase enterprise agility and resiliency, automating more decisions and self-healing common problems to increase responsiveness to key business dynamics.
A practical example in aluminum manufacturing
A large aluminum manufacturing company used manual processes to adjust rolling parameters, such as speed, torque, and force, to produce sheets. However, the company experienced quality issues due to changes in raw material processes and human error, as operators had to make calculations using many material and production parameters. They needed a systematic approach to predicting sheet quality and optimizing processes with data and AI.
Tredence and Fivetran developed a solution that leveraged edge-based IoT services to extract product and machine data from an on-premises historian, a software system that records and stores time-series data. The partners then enabled real-time historian data streaming pipelines and batch data quality ingestion pipelines from edge to cloud. Next, they developed and validated predictive models using Databricks and Microsoft Azure. Finally, they deployed the models at the plant edge, enabling the company to operationalize low-latency insights.
The results:
- 23% reduction in production stoppages
- 17% decrease in work-in-process scrap
- ~7% improvement in product quality
Drive more business value from your data with Fivetran and Tredence
Analytics and both generative and non-generative AI offer new capabilities and untapped potential that most organizations have yet to leverage fully. In an uncertain and globalized manufacturing market, your organization will need every advantage it can to remain competitive.
These advantages begin with centralizing and integrating data from every stage of the supply chain, a unified data architecture, and the wherewithal to turn data models into insights and actions.
Are you a manufacturer? Contact Tredence for a consultation.
[CTA_MODULE]
Articles associés
Commencer gratuitement
Rejoignez les milliers d’entreprises qui utilisent Fivetran pour centraliser et transformer leur data.